Les défauts de fermeture comprennent les "soudures imparfaites", qui ne sont pas uniformément soudés et les "faux scellages" qui semblent collés mais ne sont pas étanches. Ces derniers sont particulièrement problématiques car ils ne peuvent pas être identifiés visuellement et l'inspection individuelle de chaque élément n'est pas possible.
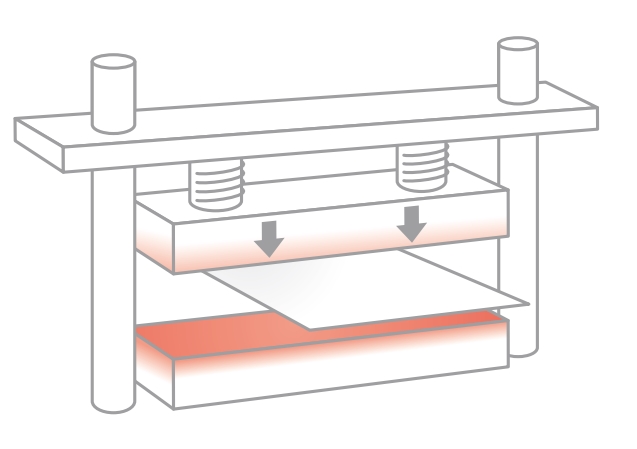
En général, la température, la pression, la durée et d'autres paramètres du procédé peuvent ajustés et la qualité du soudage est contrôlée par la méthode de test mécanique de résistance au pelage, afin de valider les réglages. Par contre, même si des instruments existent pour mesurer la température et la durée du contact, il reste encore beaucoup à faire quant à la caractérisation de la pression appliquée. Dans ces conditions, la mise au point par essais successifs est la seule possible.